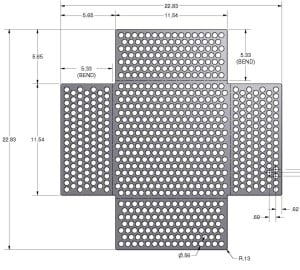
 Perforated sheet metal forms offer a few key advantages over wire mesh, such as not needing as much welding, higher structural integrity, and the ability to leave some surfaces without holes to prevent spillage of product.
Perforated sheet metal forms offer a few key advantages over wire mesh, such as not needing as much welding, higher structural integrity, and the ability to leave some surfaces without holes to prevent spillage of product.
The holes in a perforated sheet metal form are also known as the open area of that form. The open area of a piece of sheet metal allows for the passage of air, light, liquids, or solids through them. Open area is most desirable for applications that require free flow of fluids, heat dissipation, pressure drops, acoustic absorption, and reduced weight.
There are many different kinds of perforation patterns, such as:- Round holes
- Square holes
- Slots
These are just three of the more common shapes out of the many that are possible. This makes the task of listing all of the different combinations of shapes and patterns all but impossible.
However, the Industrial Perforators Association (IPA) has listed some general guidelines for the limitations for open area in perforated sheet metal forms among the three common shapes mentioned above.
Here are the guidelines:
 Round Holes
Round Holes

Round holes are the most common shape in the perforated sheet metal industry. There are a few reasons for this.
First, these shapes can be punched into sheet metal with the greatest efficiency using CNC punches.
Second, round holes have the lowest cost for punching of all the custom shapes out there.
Third, the tooling for round hole punches is amongst the most durable of all the shapes out there.
Finally, the round perforation is one of the most versatile of the perforation patterns available, able to be arranged in staggered or straight configurations with ease for maximum or minimum open space.
IPA figures for the perforation centers holes per sq. inch of open area line when using circular holes in perforated sheet metal are as follows:
100 .020” .043” 625 20% Staggered
101 .023” .0415” 576 24% Straight
102 .027” .050” 400 23% Straight
103 .032” .055” 324 26% Straight
104 .040” .066” 335 30% Straight
105 .045” .066” 334 37% Straight
106 1/16” 1/8” 74 23% Staggered
107 5/64” 7/64” 97 46% Staggered
108 5/64” 1/8” 74 36% Staggered
109 3/32” 5/32” 47 32% Staggered
110 3/32” 3/16” 33 23% Staggered
111 3/32” ¼” 19 12% Staggered
112 1/10” 5/32” 47 36% Staggered
113 1/8” 3/16” 33 40% Staggered
114 1/8” 7/32” 24 29% Staggered
115 1/8” ¼” 19 23% Staggered
116 5/32” 7/32” 24 46% Staggered
117 5/32” ¼” 19 36% Staggered
118 3/16” ¼” 19 51% Staggered
119 3/16” 5/16” 12 33% Staggered
120 ¼” 5/16” 12 58% Staggered
121 ¼” 3/8” 8 40% Staggered
122 ¼” 7/16” 6 30% Staggered
123 ¼” ½” 5 23% Staggered
124 3/8” ½” 5 51% Staggered
125 3/8” 9/16” 4 40% Staggered
126 3/8” 5/8” 3 33% Staggered
127 7/16” 5/8” 3 45% Staggered
128 ½” 11/16” 2 47% Staggered
129 9/16” ¾” 2 51% Staggered
130 5/8” 13/16” 2 53% Staggered
131 3/4” 1” 1 51% Staggered
 Square Holes
Square Holes
While not quite as popular as circular holes, square holes are still fairly common among perforated sheet metal products for a couple of reasons.
The first is excellent visibility. The regular, wide-open pattern of the square hole makes it easy to see through the sheet metal form.
The second advantage of square holes is that they provide maximum open area for ventilation. This is why square holes are so common in ventilation and protective guard applications for perforated metal forms.
However, square perforations are structurally weaker than round ones are. The pronounced corners of a square hole create more wear on the sheet metal form and are prone to breaking during punch operations.
IPA numbers for perforation centers of holes per sq. inch of open area line are as follows:
200 2/10” ¼” 20 64% Straight
201 ¼” 3/8” 9 44% Straight
202 3/8” ½” 5 56% Straight
103 ½” 11/16” 3 53% Straight
204 ¾” 1” 1 56% Straight
205 1” 1¼” .8 64% Straight
206 1” 1 3/8” .7 53% Straight
 Slotted Holes
Slotted Holes
Slotted perforations are useful in the sorting and grading of solids such as grains or minerals. These holes can have either square or rounded edges to them depending on what’s best for the application.
The most common arrangement for slotted holes is side staggered, where there is an offset between the wide sides of the perforations in different rows, while the narrow ends are center-aligned.
IPA numbers for the limitations on the spacing of these perforation shapes are as follows:
207 ¼” x ¾” 1/8” -- 41% Side Staggered
208 1/8” x 1” 1/8” -- 43% Side Staggered
Which type of perforation is best for your application? The answer depends on what your application is, whether you need a simple materials handling container, a parts washing basket, or a parts degreasing tray. Answering this question is best left to an experienced mechanical engineer.
See how Marlin Steel has helped other clients improve productivity and results at the case study below:

.gif "View our in-stock products")

